Probleem met het instellen van de lastemperatuur voor HDPE-bekleding
Bij projecten voor de installatie van geomembranen, deProbleem met de temperatuurinstelling voor het lassen van HDPE-linersEen van de meest voorkomende oorzaken van lasnaadfalen is een onjuiste temperatuurregeling. Dit kan leiden tot een zwakke fusie, doorbranden of langdurige lekkage van de lasnaad. Engineeringteams moeten de temperatuur, druk en snelheid zorgvuldig op elkaar afstemmen om een betrouwbare lasnaad te garanderen.
Productdefinitie
EenProbleem met de temperatuurinstelling voor het lassen van HDPE-linersDit treedt op wanneer de lasparameters tijdens het lassen van geomembraannaden buiten het optimale bereik vallen, wat resulteert in onvolledige hechting, oververhitting of aantasting van de naad, waardoor de afdichtingsprestaties van HDPE-foliesystemen in gevaar komen.
Technische parameters en specificaties
| Parameter | Typisch bereik | Standaard testen |
|---|---|---|
| Dikte van de HDPE-voering | 0,75 – 3,0 mm | ASTM D5199 |
| Temperatuur voor hete-wiglassen | 320 – 450 °C | Veldlaspraktijk |
| Extrusielastemperatuur | 200 – 300 °C | Aanbeveling van de fabrikant |
| Lassnelheid | 1,5 – 3,5 m/min | Projectspecificatie |
| Schuifsterkte van de naad | ≥ 90% van het ouderlijk materiaal | ASTM D6392 |
| Schilsterkte | ≥ 70% van het ouderlijk materiaal | ASTM D6392 |
Structuur en materiaalsamenstelling
HDPE-voeringmaterialen die bij laswerkzaamheden worden gebruikt, bestaan doorgaans uit de volgende componenten:
Polyethyleenhars met hoge dichtheid— primair structureel polymeer
Roet (2–3%)— UV-bescherming en materiaalstabiliteit
Antioxidant-pakket— voorkomt thermische degradatie tijdens het lassen
Verwerkingsstabilisatoren— behoud de consistentie van de smeltstroom
Optioneel gestructureerd oppervlak— verhoogt de hellingswrijving in stortplaatssystemen
De materiaalformulering heeft rechtstreeks invloed op de lasbaarheid en de tolerantie voor temperatuurschommelingen tijdens de installatie.
Productieproces
Voorbereiding van grondstoffen
HDPE-hars wordt met behulp van industriële mengers gemengd met roet en stabilisatoren om een uniforme samenstelling te garanderen.Compounding
Dubbelschroefextruders verdelen de additieven gelijkmatig door de polymeermatrix.Extrusie van vellen
Vlakmatrijs-extrusiesystemen produceren geomembraanplaten met een gecontroleerde dikte en dichtheid.Koeling en kalibratie
Koelrollen stabiliseren de plaatgeometrie en de mechanische eigenschappen.Kwaliteitscontrole testen
Dit omvat treksterktetesten, analyse van de verspreiding van roet en diktemetingen.Rolverpakking
Geomembranen worden opgerold tot transportrollen voor installatieprojecten.
Industrievergelijking
| Voeringmateriaal | Lasmethode | Temperatuurgevoeligheid | Typische toepassing |
|---|---|---|---|
| HDPE-geomembraan | Warme wig / Extrusie | Gematigd | Vuilstortplaatsen, mijnbouw |
| LLDPE-geomembraan | Hete wig | Lager | Vijvers, reservoirs |
| PVC-voering | Oplosmiddel / Hete lucht | Hoog | Decoratieve vijvers |
| EPDM-rubber | Zelfklevende verbinding | Laag | Waterreservoirs |
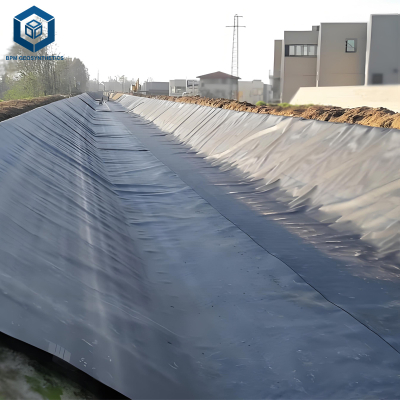
Toepassingsscenario's
DeProbleem met het instellen van de lastemperatuur voor HDPE-bekledingDit is vooral relevant bij grootschalige inperkingsprojecten waar de betrouwbaarheid van de naden cruciaal is:
Gemeentelijke stortplaatsbekledingssystemen
Mijnbouw-uitloogplaten
Industriële afvalwaterbassins
Landbouwirrigatiereservoirs
Olie- en gasopslagfaciliteiten
Inkoopmanagers en EPC-aannemers moeten ervoor zorgen dat de lasprocedures voldoen aan de projectspecificaties en internationale normen.

Kernproblemen en oplossingen
1. Onvoldoende lastemperatuur
Lage lastemperaturen leiden tot onvolledige polymeerfusie en een zwakke lasnaad.
Oplossing:Stel de lastemperatuur in op een temperatuur tussen 320 en 450 °C voor hete-wigsystemen.
2. Te hoge lastemperatuur
Oververhitting kan leiden tot verbranding of aantasting van de bekleding door smelten.
Oplossing:Kalibreer de lasapparatuur en voer proeflassen uit vóór de installatie.
3. Variatie in omgevingstemperatuur
Koude of winderige omstandigheden beïnvloeden de efficiëntie van de warmteoverdracht.
Oplossing:Pas de lasparameters aan op basis van de omgevingstemperatuur.
4. Variabiliteit in de vaardigheden van de operator
Onervaren installateurs kunnen de lasparameters onjuist instellen.
Oplossing:Gecertificeerde geomembraanlassers zijn vereist.
Risicowaarschuwingen en aanbevelingen voor risicobeperking
Voer aan het begin van elke werkdienst altijd proeflassen uit.
Bewaak de naadkwaliteit met behulp van destructieve testen.
Kalibreer lasapparaten regelmatig.
Las lassen tijdens hevige regen of harde wind is af te raden.
Houd een constante lassnelheid en -druk aan.
Richtlijn voor inkoopselectie
Specificeer de dikte van de bekleding op basis van het risiconiveau voor insluiting.
Controleer of de HDPE-folie voldoet aan de GRI-GM13-norm.
Controleer of het lassen compatibel is met de projectapparatuur.
Vraag de fabrikant om richtlijnen voor lasparameters.
Evalueer de technische ondersteuningscapaciteit van de leverancier.
Kwaliteitsinspectierapporten van de fabriek zijn vereist.
Vraag proefmateriaal aan voor lasproeven.
Technische casestudy
Project:Uitbreidingsproject gemeentelijke stortplaats
Locatie:Zuidoost-Azië
Voeringstype:1,5 mm HDPE-geomembraan
Tijdens de installatie bleken verschillende naden de destructieve test niet te doorstaan vanwege eenProbleem met het instellen van de lastemperatuur voor HDPE-bekledingDe lastemperaturen werden vanwege de koude weersomstandigheden lager ingesteld dan aanbevolen.
Na het aanpassen van de temperatuur van de hete lasnaad naar 380 °C en het verlagen van de lassnelheid, overtrof de afschuifsterkte van de lasnaad de ASTM-vereisten. Het project werd succesvol afgerond zonder verdere lasnaadbreuken.
Veelgestelde vragen
1. Wat veroorzaakt problemen met de temperatuurinstelling bij het lassen van HDPE-voeringen?
Onjuiste temperatuurinstellingen, omgevingsfactoren of bedieningsfouten.
2. Wat is de gebruikelijke lastemperatuur voor HDPE-voeringen?
Bij het lassen met een hete wig liggen de temperaturen doorgaans tussen de 320 °C en 450 °C.
3. Waarom is de lastemperatuur cruciaal?
Voldoende warmte zorgt voor een volledige versmelting van de polymeren tussen de geomembraanplaten.
4. Hoe kan de kwaliteit van de naden worden getest?
Pel- en schuifsterktetests volgens ASTM D6392.
5. Kan er bij koud weer gelast worden?
Ja, maar de lasparameters moeten dienovereenkomstig worden aangepast.
6. Welke lasmethoden worden gebruikt voor HDPE-bekledingen?
Hete wiglassen en extrusielassen zijn de meest voorkomende methoden.
7. Wat gebeurt er als de temperatuur te hoog is?
De voering kan overmatig smelten of degraderen.
8. Vereisen dikkere voeringen hogere lastemperaturen?
Niet per se een hogere temperatuur, maar een lagere lassnelheid.
9. Zijn lasmachines gestandaardiseerd?
De meeste apparatuur voldoet aan de internationale normen voor het lassen van geomembranen.
10. Welke normen zijn van toepassing op het lassen van geomembranen?
De ASTM D6392- en GRI-richtlijnen worden veelvuldig gebruikt.
Vraag technische ondersteuning of een offerte aan.
Technische teams, aannemers en inkoopmanagers kunnen het volgende aanvragen:
Technische gegevensbladen voor HDPE-folie
Richtlijnen voor lasprocedures
Technisch advies
Projectmonsters voor lasproeven
Offertes voor bulkmateriaal
Neem contact op met ons technische team voor projectspecifieke begeleiding bij het oplossen van problemen.Problemen met het instellen van de lastemperatuur voor HDPE-bekledingen het selecteren van geschikte geomembraanmaterialen.
Expertise van de auteur (E-E-A-T)
Dit technische artikel is opgesteld door ingenieurs die gespecialiseerd zijn in de productie en installatie van geomembranen en die meer dan 10 jaar ervaring hebben met projecten op het gebied van stortplaatsen, mijnbouw en waterbeheer. De informatie weerspiegelt gangbare praktijken in de sector, ASTM-normen en de eisen die gelden voor technische aanbestedingen.